Affiliation(s):
1.
Institute of Refrigeration and Cryogenics, Zhejiang University, Hangzhou 310027, China; moreAffiliation(s): 1.
Institute of Refrigeration and Cryogenics, Zhejiang University, Hangzhou 310027, China; 2.
Hangzhou Hangyang Co. Ltd., Hangzhou 311305, China; 3.
Institute of Refrigeration and Cryogenics, Shanghai Jiao Tong University, Shanghai 200240, China; less
Xiao-bin Zhang, Jian-ye Chen, Lei Yao, Yong-hua Huang, Xue-jun Zhang, Li-min Qiu. Research and development of large-scale cryogenic air separation in China[J]. Journal of Zhejiang University Science A, 2014, 15(5): 309-322.
@article{title="Research and development of large-scale cryogenic air separation in China", author="Xiao-bin Zhang, Jian-ye Chen, Lei Yao, Yong-hua Huang, Xue-jun Zhang, Li-min Qiu", journal="Journal of Zhejiang University Science A", volume="15", number="5", pages="309-322", year="2014", publisher="Zhejiang University Press & Springer", doi="10.1631/jzus.A1400063" }
%0 Journal Article %T Research and development of large-scale cryogenic air separation in China %A Xiao-bin Zhang %A Jian-ye Chen %A Lei Yao %A Yong-hua Huang %A Xue-jun Zhang %A Li-min Qiu %J Journal of Zhejiang University SCIENCE A %V 15 %N 5 %P 309-322 %@ 1673-565X %D 2014 %I Zhejiang University Press & Springer %DOI 10.1631/jzus.A1400063
TY - JOUR T1 - Research and development of large-scale cryogenic air separation in China A1 - Xiao-bin Zhang A1 - Jian-ye Chen A1 - Lei Yao A1 - Yong-hua Huang A1 - Xue-jun Zhang A1 - Li-min Qiu J0 - Journal of Zhejiang University Science A VL - 15 IS - 5 SP - 309 EP - 322 %@ 1673-565X Y1 - 2014 PB - Zhejiang University Press & Springer ER - DOI - 10.1631/jzus.A1400063
Abstract: With the rapid growth in demand for industrial gas in steel and chemical industries, there has been significant emphasis placed on the development of China’s large-scale air separation technology. Currently, the maximum capacity of a single unit has been able to attain 120 000 Nm3/h (oxygen), and the specific power consumption of 0.38 kWh/m3. This paper reviews the current state-of-the-art for large-scale cryogenicair separation systems being deployed in China. A brief introduction to the history and establishment of the large-scale cryogenicair separation industry is presented. Taking the present mainstream large-scale air separation unit operating at 60 000 Nm3/h (oxygen) as an example, the technological parameters and features of the involved key equipment, including a molecular sieve adsorber, air compressor unit, plate-fin heat exchanger, turbo-expander and distillation column are described in detail. The developing 80 000–120 000 Nm3/h air separation processes and equipment are also introduced. A summary of the existing problems and future developments of these systems in China are discussed.
Darkslateblue:Affiliate; Royal Blue:Author; Turquoise:Article
Article Content
1. Introduction
Industrial gases such as oxygen (O2), nitrogen (N2), and argon (Ar) can be regarded as the “blood” of modern industries such as in steelmaking and chemical product industries (Liu, 2013), which act as the primary users of the products of air separation units (ASUs) in the world. At present, the production of large quantities of high-purity industrial gases still depends mainly on a large-scale cryogenic air separation method. Here, the terminology “large-scale” means that the O2 production of a single ASU is beyond 60 000 Nm3/h.
In 2012, it was reported that the total crude steel production in China had reached 716 million tons, which equates to about 46.3% of the world’s total production (www.guancha.cn, 2013). Correspondingly, one ton of steel from a conventional process consumes about 120 Nm3 O2. In other words, an annual production of one million tons of steel should require 13 000–15 000 Nm3/h O2 per ASU (Gu, 2005; Qiu et al., 2006). N2 is mainly used in the steel plant as a protective gas, such as in the continuous casting process of rolling, galvanizing, and chrome and heat treatment (particularly in the production of thin steel). Generally, one ton of steel in China consumes about 80–120 Nm3 of N2 with the required purity of 99.99% (Lu and Li, 2011). Ar is also used in the steelmaking process as the blowing and protective gas, whose consumption is 3–4.5 Nm3 per ton of steel (Yang and Deng, 2005; 2012).
Another main consumer of industrial gases is the so-called “three chemical industries”, namely, petrochemical, fertilizer, and coal liquefaction. These industries generally consume about 21% of O2 in total (Gu, 2005). Compared to steelmaking, the chemical industry’s requirements for O2 have the characteristics of a smaller ASU number, but with each equipment requiring a larger capacity (Zhou and Han, 2009).
In ammonia production, in terms of coal gasification as raw material, O2 consumption per ton of ammonia is 500–900 m3; in terms of heavy oil, crude oil or naphtha as raw material, it is 640–780 m3, and in terms of natural gas, petroleum pyrolysis gas as raw material, it is 250–700 m3 (Gu, 2005). In China, 54.6 million tons of ammonia was produced in 2012 (www.askci.com, 2013a). A 300 000 ton oil-ethylene plant needs a configuration of 15 000 Nm3/h ASU (Liu and Zhu, 2007), and the demand of O2 for coal-olefins is greater (Li and Ma, 2009). Chinese ethylene production in 2012 was about 14.87 million tons (www.askci.com, 2013b). For 30 t of fertilizer in a factory with heavy oil and naphtha as raw material, it normally requires 20 000–30 000 Nm3/h ASU. To reduce the cost of fertilizer production, if taking pulverized coal as raw material, the consumptions of O2 and N2 amount to 48 000 and 84 600 Nm3/h, respectively (Chen and Zhou, 2008).
In China, a 10 million ton oil refinery requires 6000 Nm3/h of ASU (Gu, 2005). An oil refining-chemical integration factory promotes the development of a large-scale ASU. For example, the combined 8 million ton refinery and 80 million ton ethylene projects should be equipped with an 80 000 Nm3/h ASU. As the construction of million-ton oil refining bases and several large-scale ethylene projects are increasing, the domestic petro-chemical industry’s demands for large-scale ASUs will continue.
The development of the coal chemical industry can effectively ease China’s tight demand of oil caused by the shortage of oil resources. Coal oil is expected to reach the 10 million ton scale in 2015 (Chen and Zhou, 2008). Accordingly, 2000 t/d of coal will be consumed, requiring a 48 000 Nm3/h ASU. If the number reduces to 1500 t/d, it will need a 38 000 Nm3/h ASU (Gu, 2005).
The development of new electric chip manufacturing also increases the demand for ultrapure air products (www.sina.com.cn, 2012). In addition, country-driven implementation of integrated gasification combined cycle (IGCC) (Li, 2013), air separation with utilization of cold energy from liquefied natural gas (LNG) (Qian, 2011) and other launched large projects, give ASUs a broader market prospect in China.
2. Developments of China cryogenic ASU technology
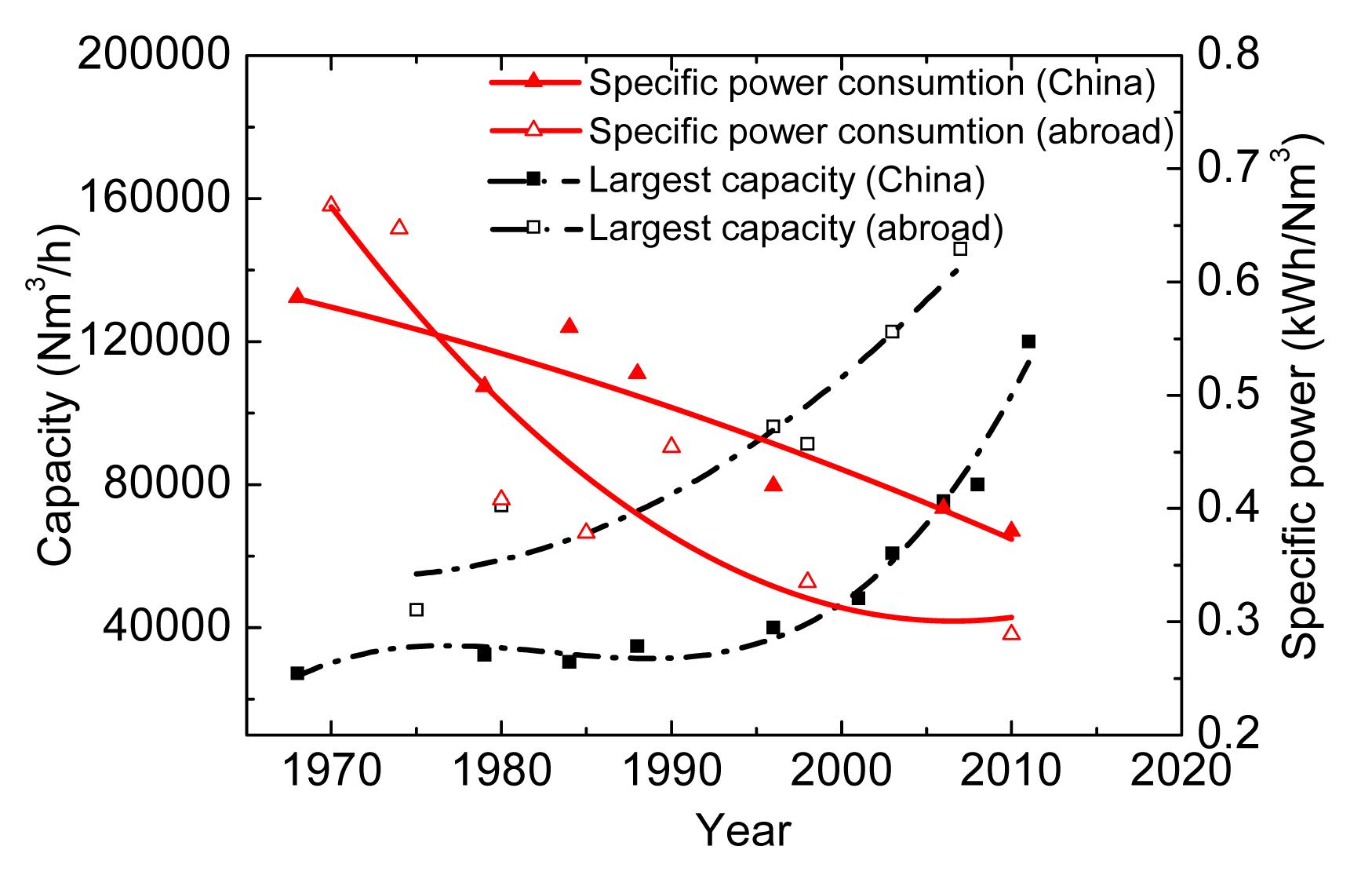
At the beginning of 1953, the production capacity of an ASU was only 20 Nm3/h O2 in China. After 60 years of development, China now has the ability to produce a series of commercial ASU products with a capacity ranging from 20 000 to 100 000 Nm3/h (Mao et al., 2005a; Hangzhou Hangyang Co. Ltd., 2013a). Since 2011, a 120 000 Nm3/h ASU for Iran Carvedilol Group is being manufactured by the Hangyang Co. Ltd. (Hangyang for short) (Mao et al., 2012; Hangzhou Hangyang Co. Ltd., 2013b), which is the largest air separation enterprise in China. Fig. 1 presents the improvements of the capacity and specific power consumption of large-scale ASUs for China and abroad (Mao et al., 2005a).
Fig.1 History of capacity and specific power of large-scale ASU of China and abroad
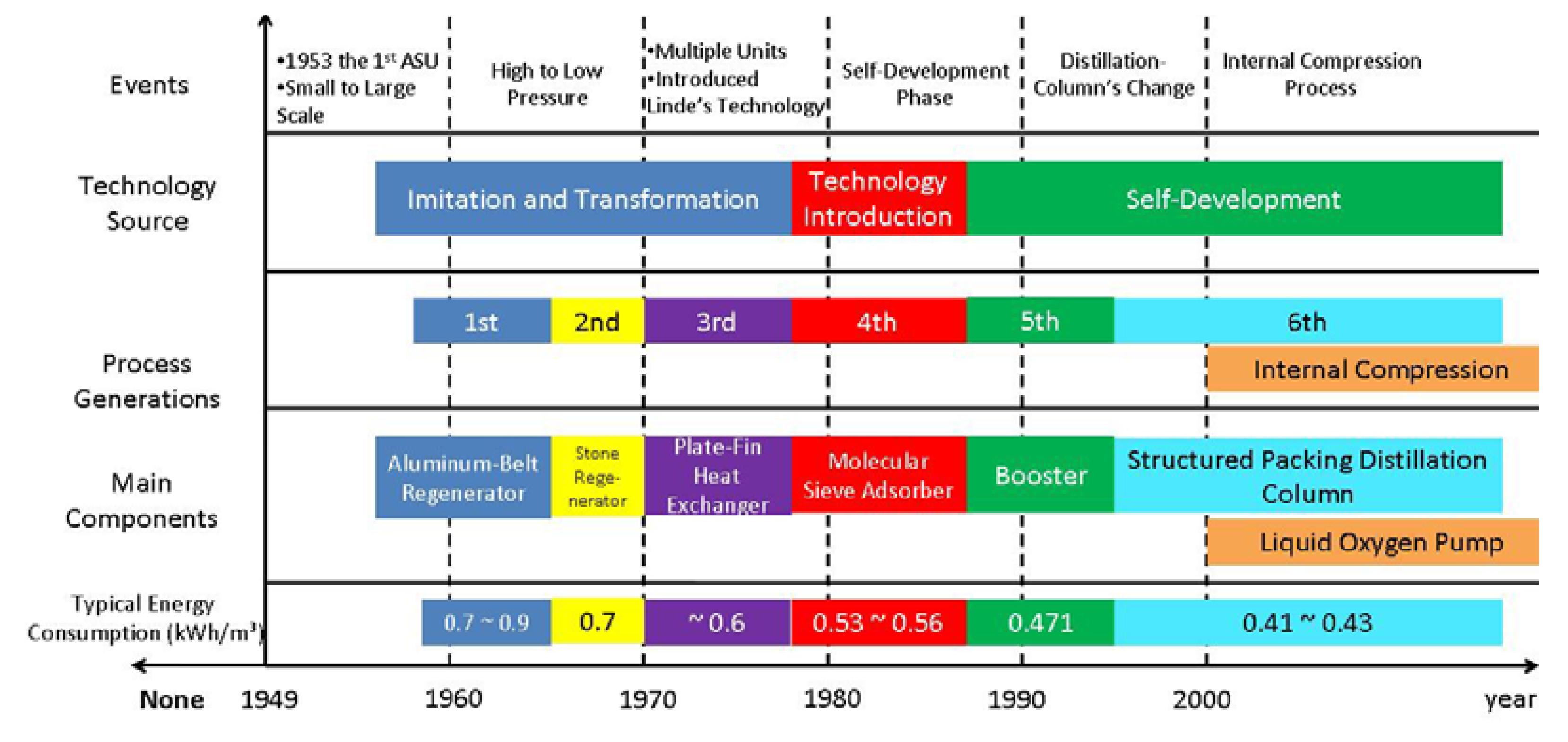
Fig. 2 presents the evolution of the technology of the cryogenic air separation industry in China during the past years (Mao et al., 2005b). In spite of its late development, China has certainly caught up with the international development pace by independent innovation of ASUs beginning around 1986. From then on, air booster and high pressure gas expansion processes with molecular sieve purification and a distributed control system (DCS) were developed and applied. The extraction rates of O2 and Ar reached 93%–97% and 54%–60%, respectively in that period. Significant progress was made in 1996 with the application of the structured packing column (SPC), which has become the most commonly used facility nowadays. Compared with the traditional sieve plate column, the SPC has the advantages of lower operational pressure in the upper column and a higher efficiency in the production of pure Ar; thus it assists in lowering the overall power consumption and increases the extraction rates of O2 to 97%–99% and Ar to 65%–84%. Since the beginning of the 21th century, the internal compression process with liquid oxygen (LO2) pumps has begun to be widely used to replace the traditional gaseous O2 compressor at room temperature in order to increase the high-pressure O2 production. The internal compression process has the advantages of flexibility, reliability, and safety.
Fig.2 Technology evolution of cryogenic air separation industry in China
3. State-of-the-art of an ASU in China
Presently, air separation processes comprise the following basic characteristics: molecular sieve adsorber (MSA), SPC, full distillation Ar production without hydrogen, external or internal compression of N2 and O2 products, internal compression of liquid argon and distributed control system (DCS) control. All of the above technologies are currently being applied to China’s modern large-scale ASUs with the features of high-loads, multi-conditions, automation, high efficiency and reliability.
In China, the mature 60 000 Nm3/h ASU, which was produced by Hangyang for the coal-to-alkene project in the city of Baotou (Wang D.W., 2009), can be taken as a primary example to illustrate the present technological advancement of ASU. In this unit, the structured packings are used in the main upper and Ar columns, and the compressed air is efficiently cooled by an evaporative cooling technology without a freezer. Other technologies embedded include double bed adsorption and two floors of condenser/evaporator. The device successfully went into operation in 2010 and is now operating to produce O2 and LO2 with a purity higher than 99.6%, and O2 contents in liquid nitrogen (LN2) of less than 10×10−6. The absolute pressures of O2 and N2 are 8.6 MPa and ≥0.9 MPa, and the extraction ratios are >99% and >82% for O2 and Ar, respectively. Although the specific power consumption 0.38 kWh/m3 O2 is slightly higher than those of the international consumption requirement of 0.28–0.30 kWh/m3 (Yao et al., 2010), its advantages of proprietary intellectual property and low price show great significance to the industry, because ASUs at this level being assembled in China had to rely on imports in the past.
3.1. Flow process
The flow process represents a key factor in influencing the energy consumption of an ASU which can amount to the difference in performance of more than 5%. Fig. 3 shows the process flow diagram of a 60 000 Nm3/h ASU (Wang D.W., 2009). The pressurized air enters the upper column and the expanded air enters the bottom column. The pressure of the LO2 product is increased to 8.6 MPa by a cryogenic pump, while N2 is compressed by an external compressor. A mathematical model is developed to optimize the process in order to attain the lowest specific energy consumption. The model takes indrawn air volume, compressor discharge pressure, expansion pressure and volume, booster air volume and discharge pressure, and other critical process parameters as the constraint conditions. The calculations are proceeded using the well-known Hysys® process simulation platform, while the secondary development is made for the calculations of the physical properties.
Fig.3 Process flow diagram of ASU designed by Hangyang for 60 000 Nm3/h of O2 ATC: air turbine compressor; AF: air filter; MS: molecular sieve; ET: turbine expander; NTC: nitrogen turbine compressor
3.2. Physical properties at critical state
Accurate calculations of thermophysical properties of air form the basis for the rigorous process design. Especially when adjacent to the critical point, the values of some properties such as specific heat capacity at constant pressure show sharp peaks, bringing the issue of divergence in iterative calculations. In a large-scale cryogenic ASU, as the flow rate is increased, a slight deviation of the predicted properties will bring significant error. In terms of a distillation column of 80 000 Nm3/h, a deviation of 1% in the predicted enthalpy or in the bubble/dew point temperature of the oxygen-nitrogen-argon mixture can lead to an approximate over 2.4% offset of the expected inlet or outlet positions of the column.
About a decade ago, the Bender equation (Bender, 1973) and even cubic equations of state were commonly used and applied in the air separation industry within China, where p is the pressure, ρ is the density, T is the temperature, and a1–a20 are constant coefficients.
The advantage of these equations is their simplicity and fast computations. However, this kind of equation of state follows the mean field theory and does not consider density fluctuations. Deviations from theoretically expected property behavior in the liquid-vapor equilibrium region especially the critical region were not negligible. Corrections were conducted to process design according to the experiences of the engineers from earlier products.
As larger capacity and increasing efficiency are required for the design of ASUs, computer programs based on the Bender equation of state no longer satisfy the demand. Correct behavior of the equation of state in the critical region (bounded by ±0.25ρc (ρc is the critical density) and ±0.05Tc (Tc is the critical temperature) becomes a concern of users of property formulations. Nowadays, modern equations of state (Schmidt and Wagner, 1985) for the thermodynamic properties of pure fluids have been introduced to the domestic enterprises. They are usually explicitly expressed as a function of temperature and density through the consideration of Helmholtz energy. Such empirical multi-parameter equations of state or consequent tabulated data for cryogenic air components adopted in the Chinese air separation industry are listed in Table 1.
Table 1
Well-known fundamental equations of state for cryogenic air components
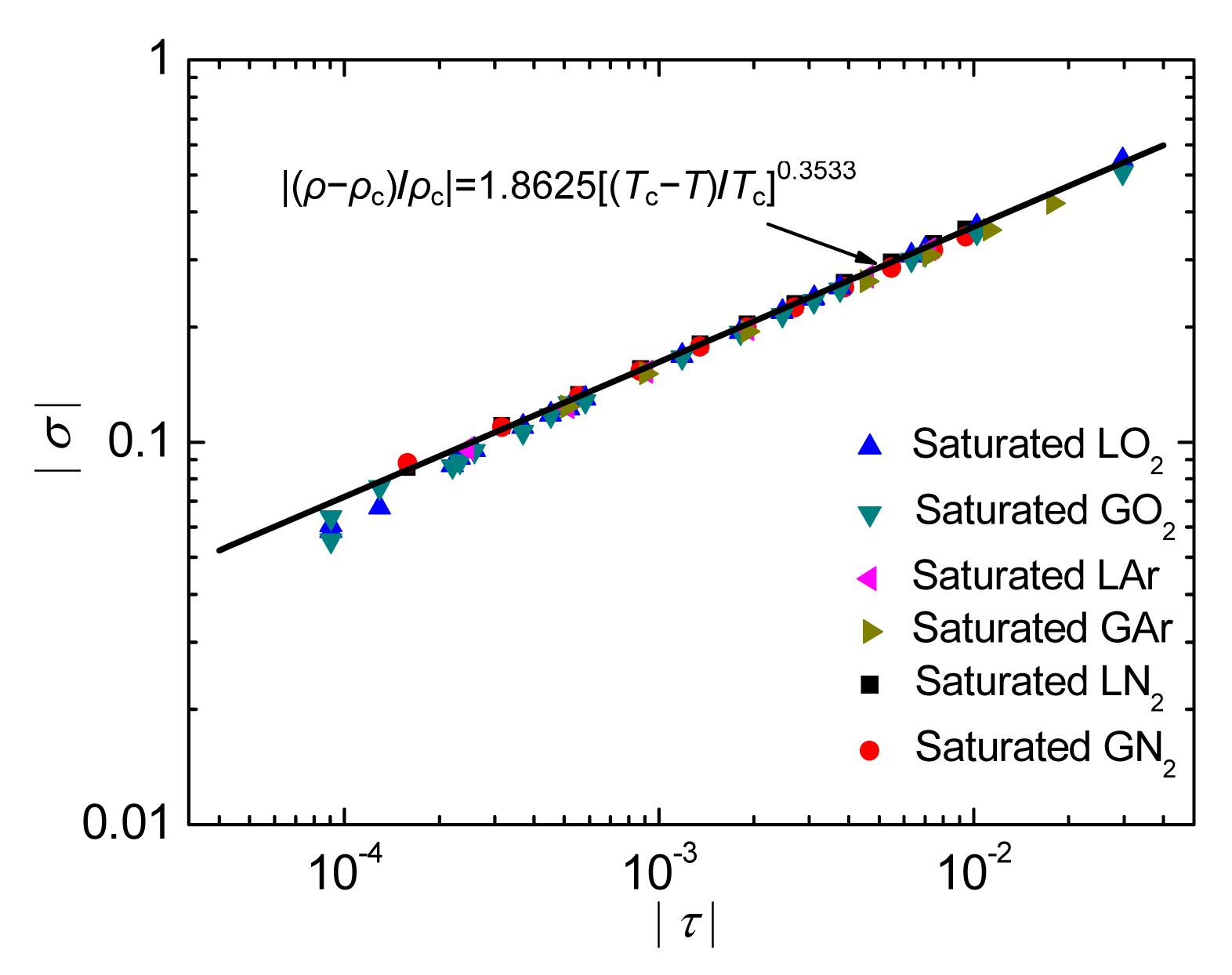
The above multi-parameter equations have been found to be sufficiently accurate in the general critical region and satisfactory for most design needs of air separation systems. In the extreme vicinity of the critical point, a scaling law equation was used to describe the particular and common properties of different fluids (Yu and Huang, 2013),
,
where μ is the chemical potential, h(x) is a scaling function, and δ is a critical index. The reduced density difference σ=(ρ−ρc)/ρc relates the reduced temperature difference τ′=(T−Tc)/Tc as ,
where B and β are fitting constants.
Fig. 4 shows the good agreement achieved by the equation when compared against the experimental data for nitrogen, oxygen, and argon. The thermodynamic properties at saturation conditions can be calculated without additional ancillary equations through the use of the Maxwell criterion (equal pressures and Gibbs energies at constant temperature during phase changes).
Fig.4 Scaling law equation in the extreme vicinity of the critical point
3.3. Air compressor unit
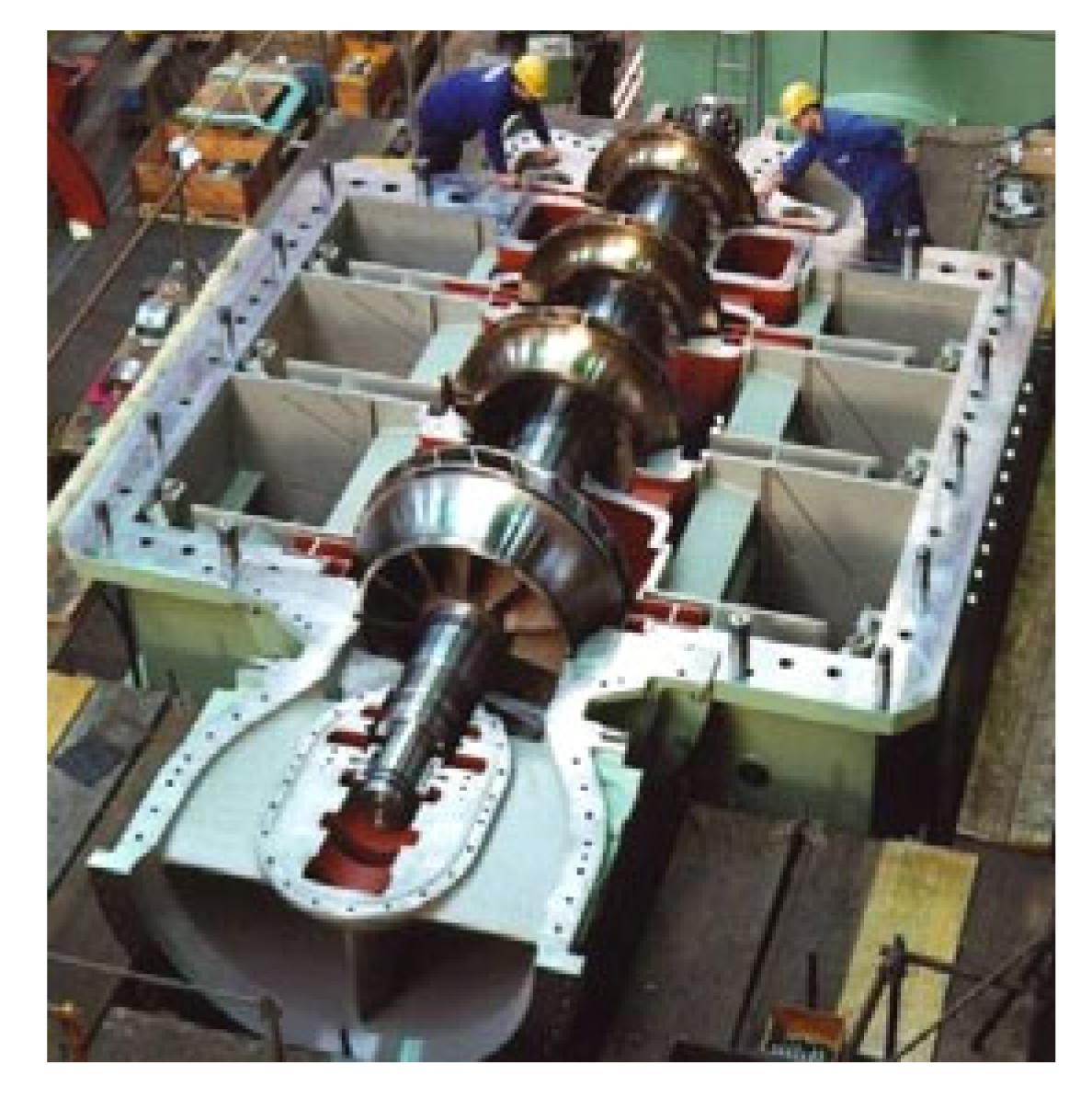
The efficiency of an air compressor unit largely determines the total energy consumption of a large-scale ASU. The 60 000 Nm3/h ASU generally incorporates an imported air compressor. Nevertheless, the domestic first set of 60 000 Nm3/h level stage-cooling centrifugal compressors for air separation have been successfully fabricated and tested by Shaangu Power Co. Ltd. (Shaangu for short) in Xi’an, Shaanxi province (www.hvacr.hc360.com, 2012) in 2012, of which the assembly process is shown in Fig. 5. A more complex compressor unit comprising a centrifugal compressor and a five-axis booster, which can pressurize part of the discharged air of the compressor from 0.6 to 7 MPa, was also developed by Shaangu in 2013 (www.sxdaily.com.cn, 2013). The detailed technological parameters of the unit are listed in Table 2, and the following features were adopted:
The start of the booster was managed by an advanced design program.
The impeller speed and structural parameters match well at all levels to ensure that the unit is running at high efficiency.
Axial intake at every level is used, and inlet guide vanes (IGVs) can be adjusted according to needs. So the load can vary from 75% to 105% with a constant discharge pressure.
Leakage through the shaft remains small by using a carbon ring seal. The rotor has a short cantilever span and its dynamics perform excellent, both of which promote smooth running of the compressor.
Process gas is used to cool every level of the compressor.
Fig.5 Assembly of isothermal centrifugal air compressor for 60 000 m3/h ASU by Shaangu (Ye, 2012)
Table 2
Technological parameters of compressor unit for 60 000 Nm3/h ASU produced by Shaangu
Condition
Speed (r/min)
Shaft power (kW)
Flow regulation
Total shat power (kW)
Air compressor
Normal
4085
24 850
IGV
Max.
4085
26 574
Min.
4085
19 010
Booster
Normal
9920
13 757
38 607
Max.
9920
14 649
41 223
Min.
9920
10 452
29 462
Compared with the uniaxial compressor, the five-axis model has a higher isothermal efficiency, thereby reducing the annual power consumption by about 1400 kW, corresponding to a savings in operating cost of at least one million dollars.
A larger isothermal centrifugal compressor for an 80 000 Nm3/h ASU with a completed prototype design is being manufactured in Shaangu. In addition, a unit with an integrated axial centrifugal air compressor and a multi-axial booster for a 100 000 Nm3/h ASU has also completed its fundamental research and design, and trial production has started (Ye, 2012). Fig. 6 presents the 3D conceptual design of a compressor unit for a 100 000 Nm3/h ASU by Shaangu.
Fig.6 Conceptual design of integrated axial centrifugal air compressor and multi-axial booster for 100 000 m3/h ASU by Shaangu (Ye, 2012)
3.4. Oxygen compressor
Hangyang has successfully applied the self-developed O2 turbo compressor to the 60 000 Nm3/h (0 °C, 1.01×105 Pa) ASU in 2009 (Chi et al., 2009). It operates at inlet and outlet pressures of 47 kPa and 3.1 MPa, and inlet and outlet temperatures of 27 °C and ≤45 °C, respectively. The configuration of the compressor can be divided into five segments with eight levels, and five sealed chambers are used to allow for disposal in all the segments. Each of the first two segments comprises a level which is cooled for improving the isothermal efficiency. The reduction in the discharge temperature of each segment increases their safe operation. In particular, the first and second segments of the impeller in the low-pressure cylinder are installed in a reversed direction, as well as the third and fourth segments of the impeller in the high-pressure cylinder. Hence, the axial force can be partially counteracted, which greatly reduces the size of the balance disc and the leakage; the efficiency is thus improved. The adoption of a 3D impeller further improves the efficiency.
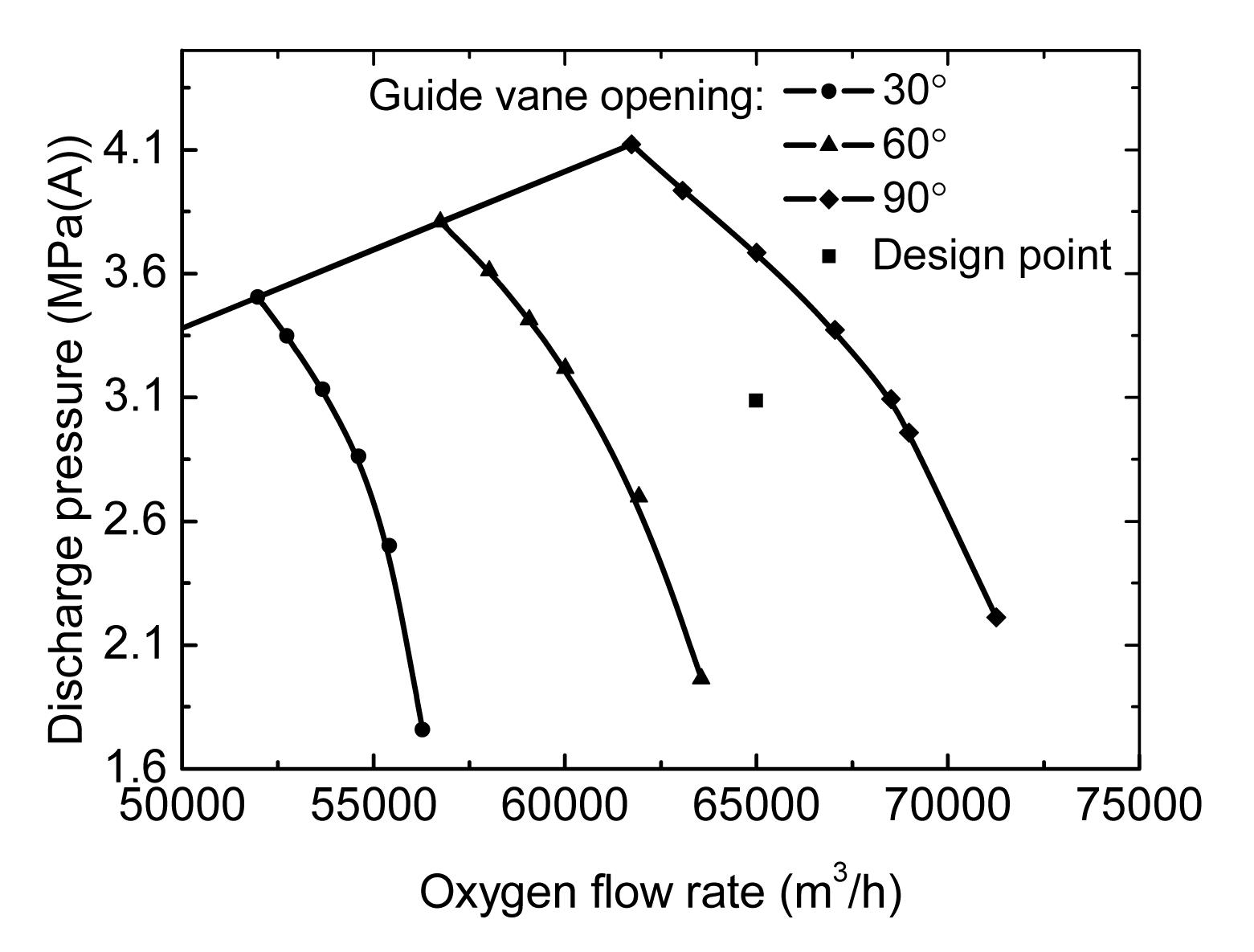
The modular design concept makes the O2 turbine compressor competent for all the ranges up to 75 000 m3/h. The on-site measured amplitude values of shaft vibration are 9 μm or less, running very smoothly throughout the boot process. Even in the surge test, the shaft vibration amplitude at the maximum surge is still less than 18 μm. Fig. 7 shows the overall performance curves of the O2 turbo compressor by Hangyang (Chi et al., 2009).
Fig.7 Overall performance curves of oxygen turbo compressor for the 60 000 m3/h ASU produced by Hangyang (Chi et al., 2009)
3.5. Distillation column
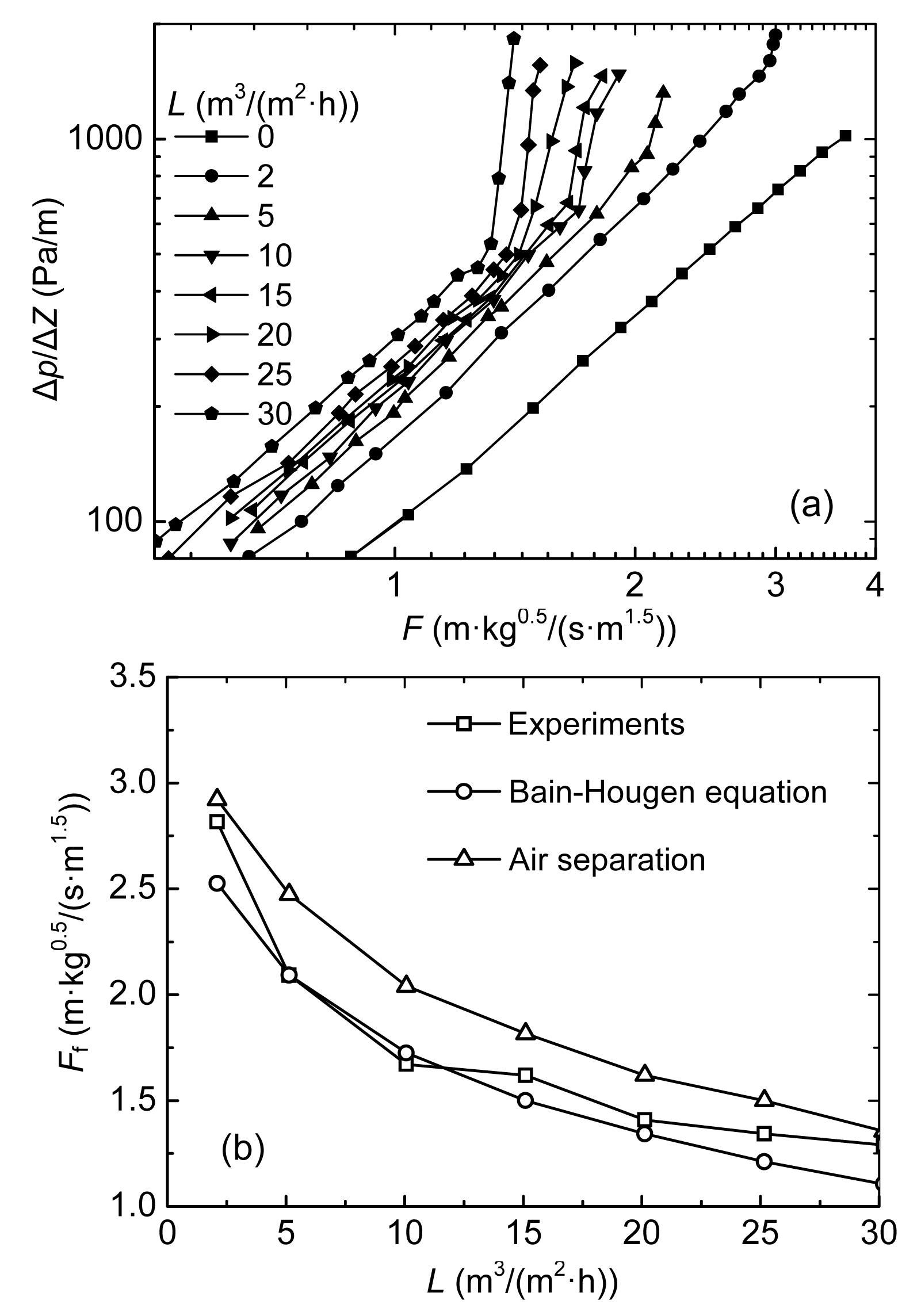
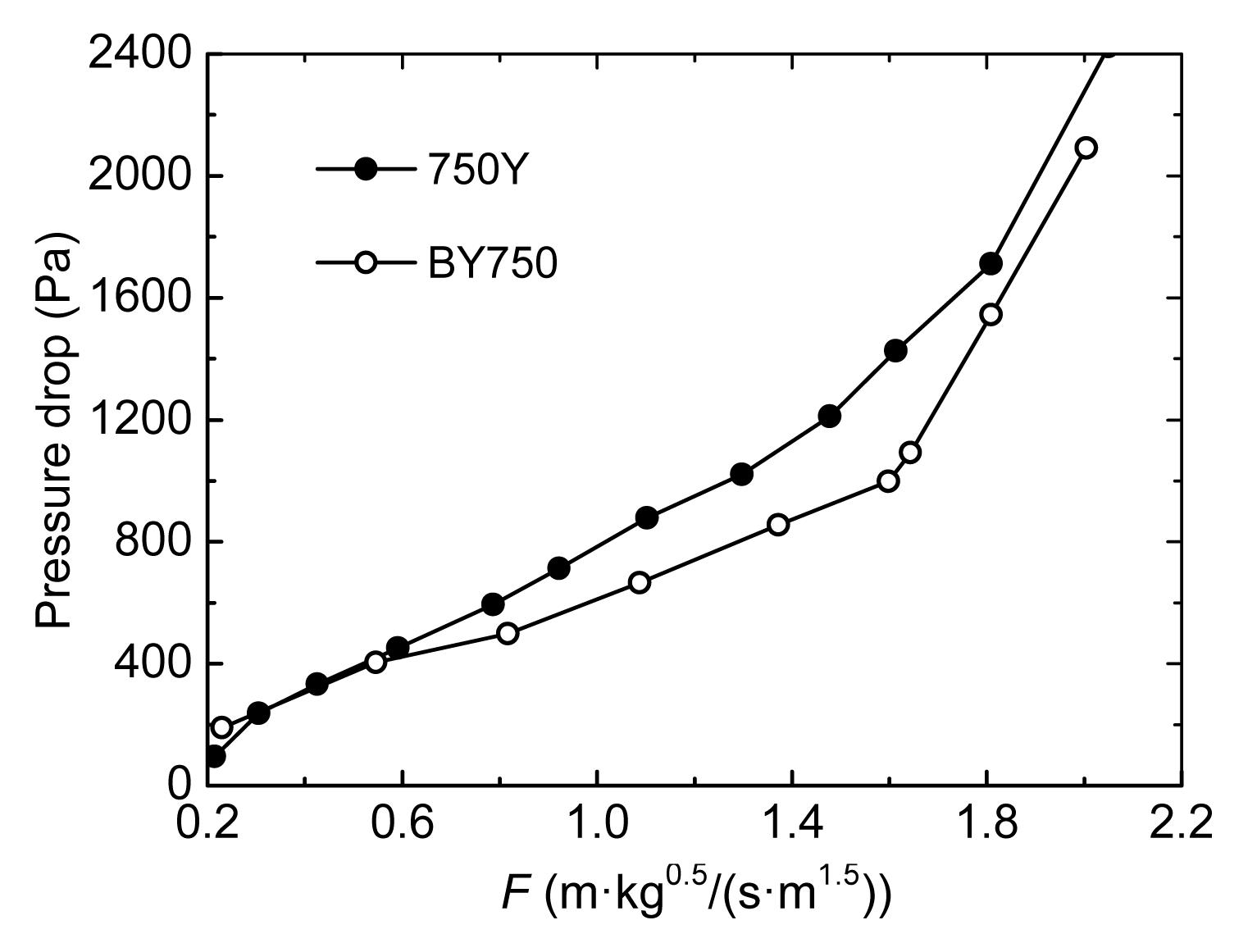
The distillation column represents the heart of the ASU, where O2, N2, and Ar are separated. The structured packing products of the Swiss Sulzer Company (Sulzer for short), such as the Mellapak series, now dominate the Chinese market, including their use in the main upper column and Ar column of the 60 000 Nm3/h ASU. However, the domestic packing products are booming and their performances have become comparable with foreign products. Fig. 8 shows the pressure drop and flooding performances of the 750Y type corrugation orifice plate structured packings developed by Hangyang (Chen and Lin, 2010). As observed, the performances of such systems are almost at the same level as those of Sulzer. Hangyang also developed the SPC hydraulic calculation software, which has been successfully used to design the main and Ar columns. Recently, they developed a 6 m diameter packing layer. Peiyang Chemical Equipment Co., Ltd. (Peiyang for short) has also developed a novel packing (BY750 series) similar to Mellapakplus of the Sulzer. The comparison of the pressure drop performance is given in Fig. 9 (Chen and Lin, 2010). The BY750 series packings increase throughput by optimizing the gas-liquid flow channel, while sustaining an almost constant efficiency. A lower pressure drop of about 20% to 30% is obtained compared to the conventional 750Y type. In short, increasingly, domestic structure packings have been used in the SPCs. Inside the column, the slot-disc and slot-based liquid distributor are currently the most commonly used. For the gas distributor, the double tangential circulation has been successfully used.
Fig.8 Performance of 750Y type structure packings produced by Hangyang (a) Measured pressure drop; (b) Flooding points at various liquid loads
Fig.9 Pressure drop performance of BY750 series structured packing developed by Peiyang
The main bottom column of the 60 000 Nm3/h ASU still employs the Hangyang-made high-efficiency four overflow sieve trays with a diameter of 4.2 m. Each tray consists of six pieces of orifice plates (Yang and Ma, 2010). A sieve tray hydraulics calculation software package was also developed, and the following designs are made to optimize its performance:
The ratio of gas velocity to critical sieve leaking gas velocity is strictly controlled aiming at minimizing the liquid leakage.
Computational fluid dynamics (CFD) modeling of the liquid cross flow on the large-diameter sieve tray reveals multiple vortex areas. Consequently, the mass transfer efficiency is deteriorated to some extent by the back mixing liquids. Based on the CFD results, several angle aluminum plates are added in order to effectively prevent the liquid back mixing.
Install adjustment screws between the trays to ensure horizontal mounting.
To solve the transportation problem of the large column, 50 000 Nm3/h or higher levels of ASUs for the coal chemical industry are now basically arranged so that the upper column is on the ground, and the condenser/evaporator are individually decorated (Yang and Deng, 2005).
It is worth mentioning that the applications of structured packings to the bottom column were also attempted. Hangyang has successfully applied the novel non-standard packings developed by Peiyang to the bottom column of a 21 000 Nm3/h ASU. The actual operations of the device showed that the pressure drop is only 1/3 of the sieve tray, while the achieved purity is better than the proposed design.
3.6. Condenser/evaporator
The performance of the condenser/evaporator has a great influence on the power consumption and separation efficiency of the ASU. The 60 000 Nm3/h ASU incorporates the horizontal counter-flow bath condenser/evaporator (Mao, 1999). The heat exchanger units are arranged in parallel with novel high-density fins, the pitch and height of which are reduced in the condensation channel. The advantage of the arrangement is through the greatly improving gas flow velocity, which promotes the transition from laminar to turbulent flow of the liquid film. As a result, the heat transfer coefficient is increased by 30% over the design employing traditional fins. In addition, the heat transfer area can be expanded laterally in order to obtain a smaller temperature difference of condensation and evaporation. The pressure at the bottom column can then be correspondingly reduced. With this arrangement, the liquid level in the condenser/evaporator is kept below 2.0 m, and the compressor discharge pressure is reduced to 0.59 MPa, so the power consumption of the ASU is reduced about 2% (Wu, 1998).
3.7. Plate-fin heat exchanger (PFHE)
An aluminum PFHE is particularly applicable, especially for cryogenic engineering, because of many advantages consisting of high efficiency, small size, light weight, large heat transfer area per unit volume, low resistance, and multi-streams heat transfer. Hangyang produced a PFHE for the 60 000 Nm3/h ASU which comprises a total of 20 units with each having cross-sectional dimensions of 1250 mm×1250 mm (Wang J.H., 2009). Currently, the brazing size of the largest low-pressure unit reaches 1200 mm×1100 mm×7500 mm. The maximum operational pressure can reach 8.0 MPa for the internal compression process, which is comparable to the other PFHEs currently operating at 11.0 MPa. Table 3 compares the main technical parameters of the domestic (Hangyang) and international high-pressure PFHEs. As can be seen, the domestic design and manufacturing technology, such as brazing unit size, are basically at the same level as the international designs. But there remains a gap in the pressure levels. High-pressure PFHEs generally use thick high-density fins, in which the big gap comes from: (a) molding of small pitch thick fin; (b) brazing fixture design and proper use; (c) metal inert-gas welding (MIG) semi-automatic welding of head and body.
Table 3
Main technical parameters of domestic and international high-pressure plate-fin heat exchanger (PFHE)
PFHE
Design
Manufacture
Property calculations
Thermal calculations
Check calculations
Standard
Brazing unit size (m×m×m)
Maximum design pressure (MPa)
Maximum number of fluids
Maximum weight of unit (t)
Hangyang
Hysis, Aspen
Design (secondary develop)
MUSE
GB150, JB/7261, ASME
8×1.4×1.8
8
15
12
International
Hysis, Aspen
MUSE (secondary develop)
MUSE
ALPEMA, ASME
7.82×1.3×2.05
12
16
15
3.8. Expander
The turbo-expander is a key piece of equipment used to obtain necessary cooling and ensure stable operation of the cryogenic system of an ASU. The technology in China has sufficiently matured whereby the expander can be operated with superheated outlet gas in the external compression process (Chen and Zhong, 2009). Comparing to similar foreign systems, gaps still exist and mainly lie in: (a) Although the domestic expander has attained an efficiency of about 84%–88%, close to the value of 87%–91% abroad, the bearing losses are higher than abroad. For instance, when the expansion rate is larger than 5000 Nm3/h, the loss in the home-made system is about 12–36 kW, corresponding to about 7–15 kW for the imported system. Consequently, for completely identical product requirements, the amount of expansion air through the domestic expander is slightly larger than the imported one. In other words, the amount of produced fluids or Ar extraction rate using the imported expander will be slightly higher than the domestic one; (b) China still lacks the experience of operating an expander with a large expansion rate of >60 000 Nm3/h. The largest pressurized expander for a 60 000 Nm3/h ASU operated by Yingde Gases Co. in the city of Rizhao was made by Hangyang, which has been successfully put into operation. It was reported that by using the advanced 3D flow design software NREC, and by improving the structural design, control technology, fuel system and processing performance, Hangyang is developing a turbo expander for an 80 000 Nm3/h ASU or larger (Chen et al., 2010).
Overall, due to the monopoly of foreign expander technology, and a late start in terms of a turbo expander by the domestic manufacturers, as well as the complexity of the technology, the gap of expander technology between China and abroad is still quite large. This is especially reflected in the development and application of liquid-carrying and full liquid turbo expander and air or magnetic bearing aspects (Wang et al., 2007). The domestic enterprises in this regard are still in the developing stage.
3.9. Molecular sieve adsorber (MSA)
The dual-bed adsorber consisting of activated alumina and a molecular sieve is one of the most important pieces of equipment used in a cryogenic ASU for feed air pre-purification. The energy consumption of an air purification system accounts for about 16% of the overall values of the ASU. Hangyang has independently designed and manufactured a horizontal-type vertical flow adsorber, which was successfully applied in the 60 000 Nm3/h ASU with a maximum amount of process air of 410 000 Nm3/h (Lin et al., 2009). Table 4 provides the design parameters of the MSA, which adopts a dual inlet structure and distributes the gas flow uniformly through the openings of porous tubes in the longitudinal direction. Engineering practice has demonstrated that the structure can effectively solve the problem of local bias flow even for longer adsorbers in the horizontal direction, and reduce the amount of adsorbent by 8%–10% when compared to the structure of a baffle plate. In addition, the apparatus is convenient for installation and does not interfere with the bed maintenance work.
Table 4
Design parameters of molecular sieve adsorber for the 60 000 Nm3/h air separation plant produced by Hangyang
Processed air (Nm3/h)
Air inlet temperature (°C)
Air inlet pressure (MPa(A))
xCO2 in air
xCO2 after adsorption
xH2O in air
Adsorption time (h)
Adsorber diameter (m)
Total length (m)
xH2O after adsorption
310 000
20
0.7
400×10−6
1×10−6
Saturated
4
4.2
∼26
−70 °C (freezing point)
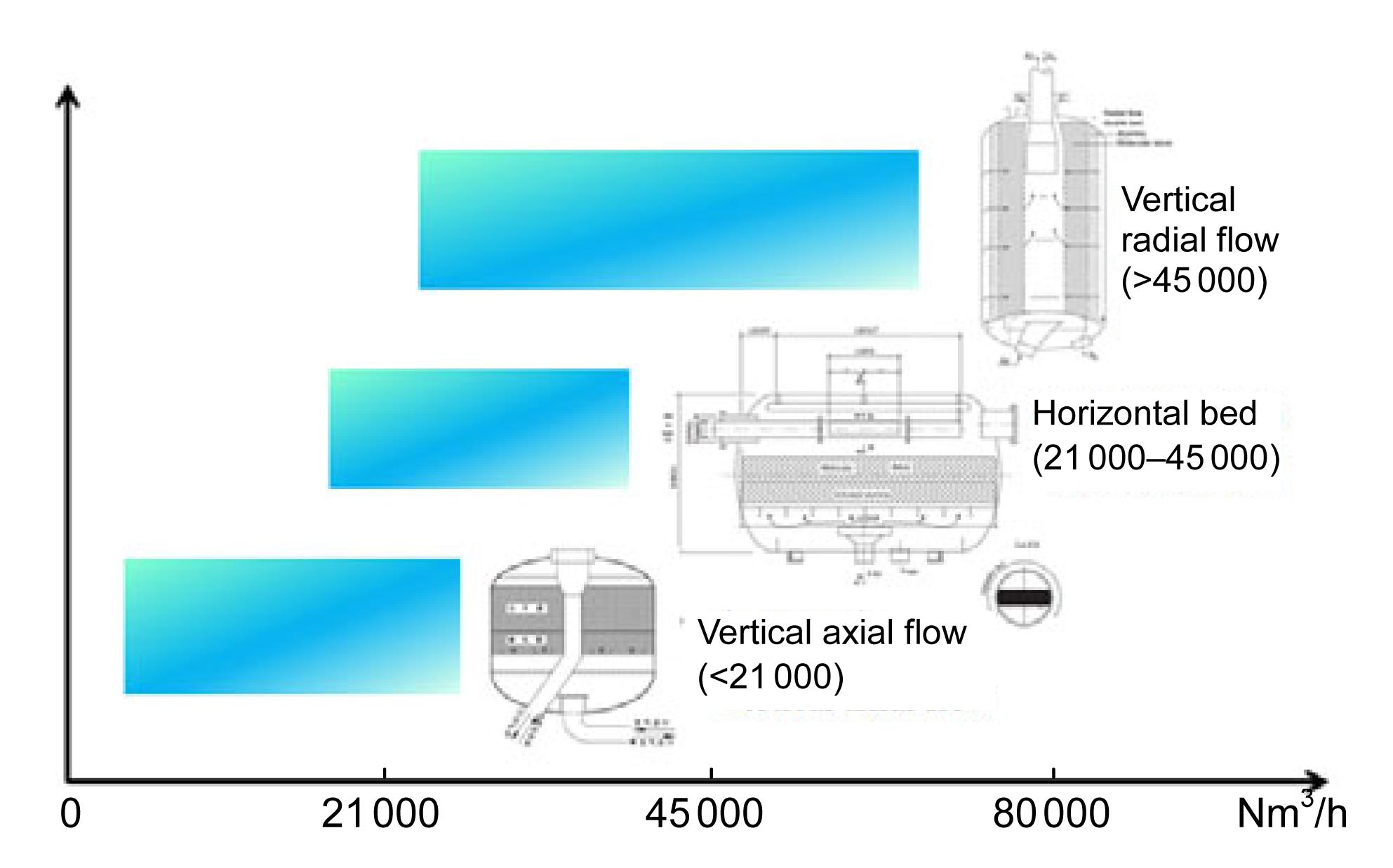
Nevertheless, since the horizontal-type vertical flow adsorber usually occupies a large area and results in transportation difficulties, it has become the developing bottleneck of large-scale ASUs. Comparably, a vertical-type radial flow adsorber generally occupies much less space and can be maintained conveniently. For example in a 20 000 Nm3/h ASU, it covers only an area of about 34%; in 60 000 Nm3/h, only 18% is needed. As the capacity gets bigger, the required relative area becomes smaller. Besides, the flow resistance through the adsorbent is much smaller. Suggested applications of this type of adsorber are presented in Fig. 10 according to the O2 production. At present, the radial flow adsorber has been widely used in large-scale ASUs. Hangyang has also successfully developed a radial flow MSA for the 20 000, and 35 000 Nm3/h ASUs (Xia et al., 2013). The test run of these units was a one-time success and reached the design requirements of adsorption time of 4 h. Table 5 shows the design and operating parameters of the radial flow MSA for a 20 000 Nm3/h ASU. The test results showed that the pressure drop of the larger MSA for a 35 000 Nm3/h plant is also about 1.7 kPa.
Fig.10 Suggested applications of types of adsorber according to O2 production
Table 5
Design and operating parameters of radial flow molecular sieve adsorber for 20 000 Nm3/h air separation plant produced by Hangyang
Processed air (Nm3/h)
Air inlet temperature (°C)
Air inlet pressure (MPa(A))
xCO2 in air
xCO2 after adsorption
Regeneration gas (m3/h)
Adsorption time (h)
Adsorber diameter (m)
Total height (m)
Pressure drop (kPa)
113 000
17
0.581
400×10−6
1×10−6
∼20 000
4
3.9
∼12
1.7
3.10. Distributed control system (DCS)
Hangyang has used a DCS in more than 200 sets of ASUs. The models include Honeywell, Foxboro, Fisher-Rosemount, Yokogawa. The DCS configuration with the 11 types of the most advanced computers has been completed (Mao and Zhou, 2005). In recent years, Hangyang has made significant progress in variable load regulation and control technology, such as the initial realization of an optimized control ASU, and establishment of a dynamic mathematical model of the key equipment. In addition, together with Zhejiang University, Hangyang is developing an automatic load control (ALC) control technology.
4. Research and development capabilities
With the rapid development of air separation technology, air separation enterprises and related research institutions have undertaken fundamental research in order to greatly advance this technology in China. With the support of the government, several basic research programs (973) related to large-scale air separation have been launched, and significant progress has been made in the basic theory and experimental research, which are given below.
1. Application of CFD and other technology
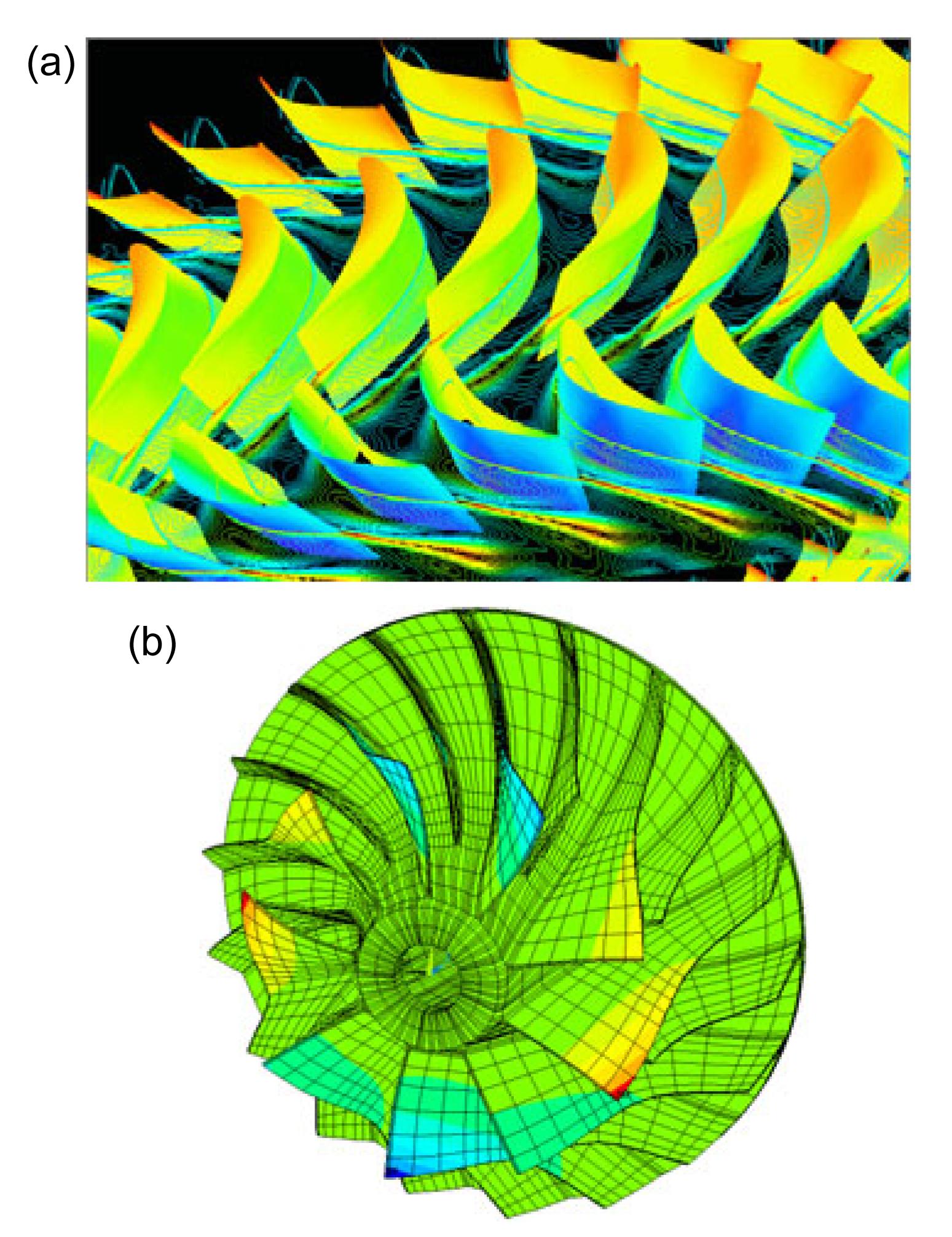
CFD techniques have been widely used in the performance analyses and optimizations of almost all of the equipment of ASUs. Some of the studies carried out include: modeling of the axial thrust of a 3D turbine expander impeller subjected to single-phase and two-phase flows; the internal flow of an axial flow compressor and centrifugal compressor; coupled flow and heat transfer in 3D PFHE and the distribution of gas-liquid flows in the head; and complex 3D gas-liquid two-phase flow inside the SPC and its accessories. For example, two types of fins: flat and serrated ones, were simulated through the use of CFD by Hangyang in the development of a PFHE for a 60 000 Nm3/h ASU. The characteristics of coupled flow and heat transfer in the channel were obtained, and the heat transfer performances were compared. The results confirmed that the serrated fin has a higher heat transfer efficiency (Yang and Ma, 2010). In the design of a medium-to-high pressure turbo expander with a booster, Hangyang used the CFD software NREC to calculate the flow field, besides the use of conventional design tools for reducing friction loss, blast damage, leaking gas losses, and the secondary vortex. The results assisted in identifying the exact positions of flow losses in the running, thus, optimizing the structure of the unit and ensuring a higher operating efficiency (Chen et al., 2010). Fig. 11 illustrates another example of the application of the CFD approach and ANSYS software by Shaangu to analyze the unsteady flow and impeller strength, respectively, for a axial-flow air compressor unit for a 100 000 Nm3/h ASU (Ye, 2012).
Fig.11 Analyses of unsteady flow and impeller strength with CFD approach (a) and ANSYS software (b) for axial air compressor unit of 100 000 Nm3/h by Shaangu (Ye, 2012)
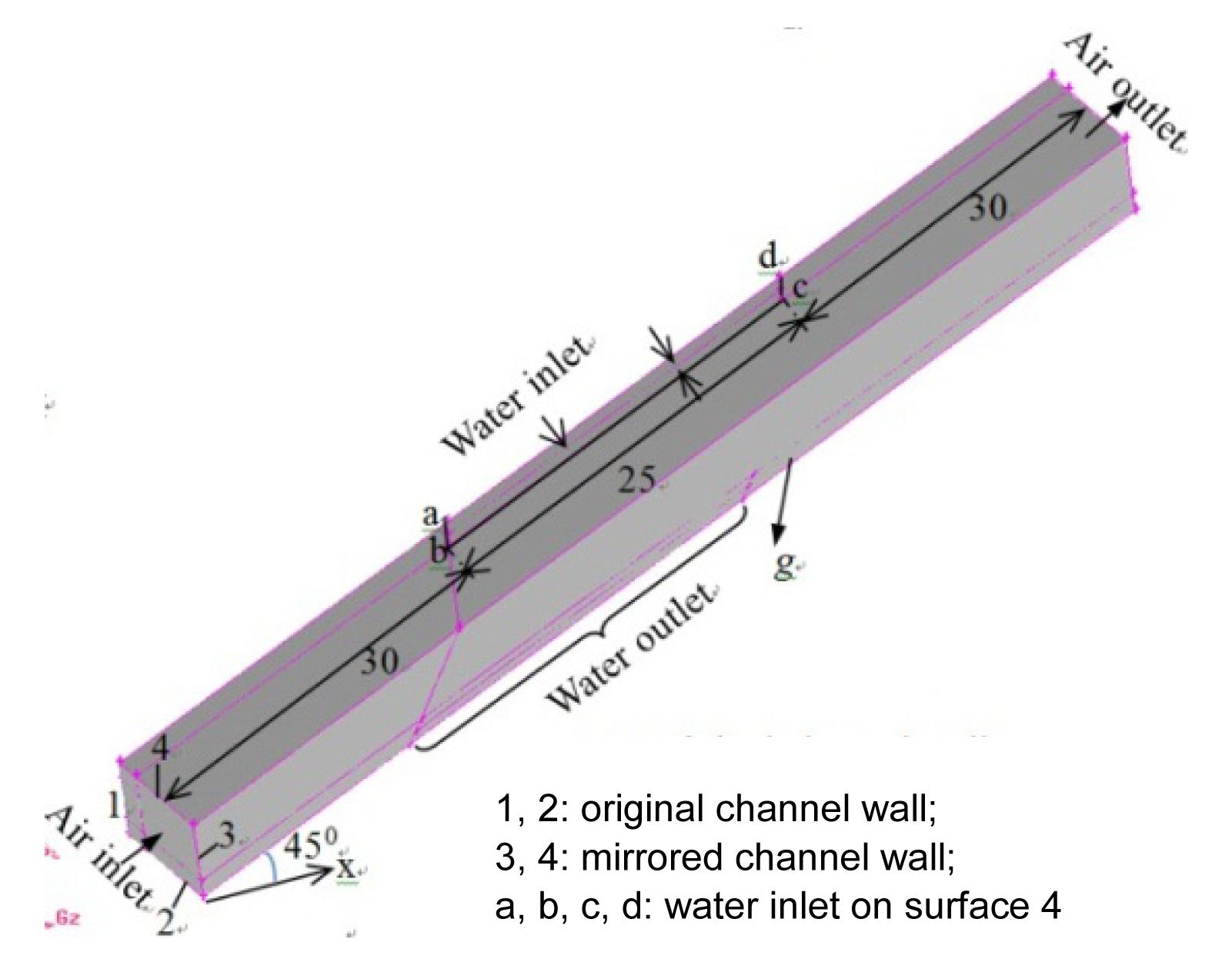
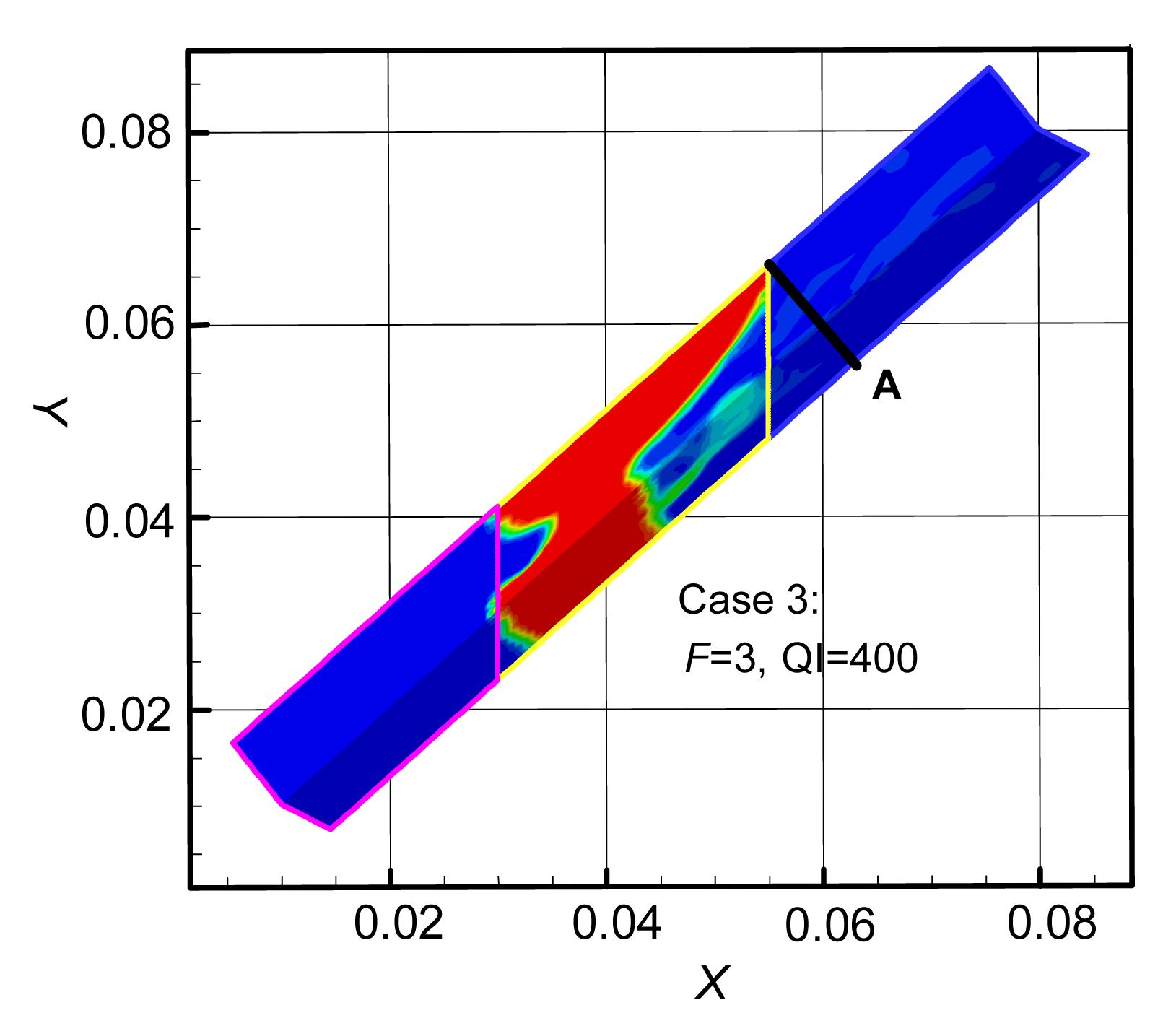
The volume of fluid (VOF) mathematical framework with a reduced representative unit of an SPC has been commonly applied to characterize the indirect two-phase flow inside structured packings. A 3D representative unit of the SPC geometry, as shown in Fig. 12, for two-phase CFD simulations has been developed, which consists of a square cross-section, and was shaped by mirroring a triangular channel based on the base side (Zhang et al., 2013). The model reproduced the real liquid flow conditions that flow down along the inclined corrugation wall with the inlet on another side of the cuboid, and the gas entered the domain from the lower end face and flows from the bottom up. The simulated results of the liquid volumetric fraction distribution on wetted corrugation walls are shown in Fig. 13. It can be observed that the mean liquid film thickness was found to be not sensitive to the gas flow before flooding, and the liquid was seen to spread more uniformly on the lower corrugation wall than the upper one due to the effects of gravity. More results can be found in (Zhang et al., 2013).
Fig.12 Schematic of 3D geometrical model for CFD two-phase simulations of SPC (Zhang et al., 2013)
Fig.13 Liquid volumetric fraction distribution on wetted corrugation walls (Zhang et al., 2013)
In short, the application of CFD and other technologies have greatly improved the speed and efficiency of developing new air separation equipment in China.
2. Advanced experimental technology
To develop and validate the new products, the domestic air separation enterprises greatly strengthened their experimental testing. Presently Hangyang possesses a laboratory with an area over 10 000 m2, which includes the following experimental setups: (a) static devices: SPC and its interior components, PFHE, MSA, air cooling tower, catalytic reactor, and special heat exchanger; (b) dynamic devices: liquid-carrying expander, gas expander, cryogenic liquid pump, O2 turbo compressor, and piston compressor (Gu, 2013). Fig. 14 shows a photo of the wind tunnel testing platform for fin performance. Two design standards, one for a high-pressure PFHE and the other for a low-pressure one, have been developed based on the experimental results, and successfully applied to the design of a PFHE for a new 100 000 Nm3/h plant. Fig. 15 presents the performance comparison of the low-pressure PFHE developed by Hangyang and Norton Co., where J is the heat transfer factor, and F is the resistance factor. Their performances are comparable. Fig. 16 shows another experimental facility in Hangyang for pressure drop and heat transfer performance testing for different structured packings with water and heated air as the working medium.
Fig.14 Wind tunnel testing platform of PFHE fin performance in Hangyang
Fig.15 Performance comparison of low-pressure PFHE by Hangyang and Norton Co.
Fig.16 Test platform under construction for structured packing performance by Hangyang
As a leading manufacturer of turbo-machinery in China, Shaangu has built an advanced high-speed balancing laboratory. It has the capacities of high-speed balancing, speed experiments, drive torque measurements, bearing performance calibration, and vacuum tests. The tested maximum values for the facility are rotating speed of 20 000 r/min, rotor mass of 34 500 kg, rotor diameter of 2800 mm, length of 9000 mm, axle journal of 400 mm, and bearing span of 7500 mm (Ye, 2012).
5. Problems and prospects
The domestic design and manufacture of large-scale ASUs has made tremendous inroads in China, and the gap between the international and domestic technological knowledge has been greatly reduced. However, comprehensive technological differences still exist when compared with abroad, especially to the construction of the 80 000 to 100 000 Nm3/h ASUs. For example, China has already qualified independent design and production of static equipment and some dynamic ones, such as large-flow air compressor units (Mao et al., 2012); but for other dynamic equipment, such as turbo expanders, key cryogenic valves of high pressure or large pressure differences, large-flow high-pressure cryogenic liquid pumps and instrumentation, the reliance on these various imported equipment still persists. For reliable operations, the upper column and Ar column of the 60 000 Nm3/h ASU are still designed by the Swiss Sulzer company, and equipped with its PLUS packing, which has demonstrated a relatively excellent performance and reliability. Overall, there is still large room to improve the scientific and technological innovation capability.
Currently, new technologies of air separation equipment are still emerging, such as the large double-layer radial flow adsorber. Recently, the internal thermally coupled approach has been extensively studied, and the application to distillation column air separation processs were also proposed (Chang and Liu, 2012). Based on theoretical calculations, when compared to a conventional thermal coupling column, the energy-saving effects of the new method are very significant. These technological innovations are all based on the deep understanding of the basic hydrodynamic and thermodynamic theories, as well as the advanced experimental methods. Therefore, in order to keep up with international standards, the independent innovation capability should be emphasized. On one hand, the basic theoretical and experimental studies, such as two-phase flow and heat and mass transfer in complex structures, needs to be further strengthened. On the other hand, enterprises should actively change the existing management concept, to become a supplier of both facility and gas, rather than only a device provider. This will lay the foundation for applications of new technologies, because as a gas supplier, the risk of the new technologies in the case of setbacks or failures can be minimized in reputations and commercial disputes.
6. Conclusions
After over two decades, especially in the last decade or so, through independent research, technology introduction, co-production, improvement of old equipment and operating practices of over ten sets of large-scale ASUs, Chinese enterprises have successfully resolved a large number of key technical issues of equipment design and manufacturing. These technologies primarily include: process design according to the needs, equipment design with specified performance and so on; China is now able to independently manufacture 60 000 Nm3/h ASUs, and has the capabilities for designing and manufacturing larger ASU systems, up to 120 000 Nm3/h. Among them, most of the static equipment can be designed and made in China, while some special devices, such as large-flow expanders, high-pressure cryogenic liquid pumps, and cryogenic valves, generally have to be imported. From the perspective of cost, this combination is currently considered to be an optimal solution, namely, ensuring that the device is advanced and reliable with a lower investment and operating cost. Specifically, as the device supporting enterprise, Shaangu has owned the ability to independently design and manufacture air compressor units for 120 000 Nm3/h air separation systems after accumulating sufficient research development and technology over the years. It also provides system solutions and services of the units in the air separation industry.
In general, the power consumption approaches 0.38 kW/m3 O2 with the domestic large-scale 60 000 Nm3/h ASUs which are characterized by long-term safety, reliable operation, easy operation, and beautiful appearance. Thanks to technological advances, Chinese air separation firms not only account for more domestic market share, but also greatly enhance the international competitiveness. For example, Sichuan Air Separate Group, one of the four air separation enterprises in China, exported a 10 000 Nm3/h ASU to Turkey; Hangyang exported a 20 000 Nm3/h ASU to Spain and a 120 000 Nm3/h ASU is due for shipment to Iran in 2014, which is the largest ASU exported by China by far.
[1] Arp, V.D., McCarty, R.D., Friend, D.G., 1998. Thermophysical properties of helium-4 from 0.8 to 1500 K with pressures to 2000 MPa. NIST Technical Note 1334 (revised), :
[2] Bender, E., 1973. An equation of state for predicting vapor-liquid equilibrium of the system N2-Ar-O2
. Cryogenics, 13(1):11-18.
[3] Chang, L., Liu, X.G., 2012. Energy optimization analysis of internal thermally coupled air separation columns. Chinese Journal of Chemical Engineering, (in Chinese),63(9):2936-2940.
[4] Chen, G.Z., Lin, X.F., 2010. Hydrodynamic characteristics of packed columns in air separation. Chemical Engineering, (in Chinese),38(9):27-30.
[5] Chen, H.X., Zhou, W.W., 2008. Large air separation equipment application status and development prospects. Chemical Equipment Technology, (in Chinese),29(3):12-14.
[6] Chen, K.P., Zhong, L.N., 2009. Development status of turbo-expander technology at Hangyang. Cryogenic Technology, (in Chinese),3:58-61.
[7] Chen, K.P., Zhong, L.N., Cai, G.C., 2010. Application of middle- and high-pressure turbine expander in large-sized air separation plant. Cryogenic Technology, (in Chinese),51:24-28.
[8] Chi, X.L., Wu, S.M., Xiao, H.Y., 2009. Development of oxygen turbocompressor for 60000 m3/h air separation units. Cryogenic Technology, (in Chinese),3:14-17.
[9] Gu, F.M., 2005. The present situation and prospects for the air separation trade both at home and abroad-II. Low Temperature and Specialty Gases, (in Chinese),23(5):1-5.
[10] Gu, Y.X., 2013. Inner reports on development of experimental facilities in Hangyang Co. Ltd, (in Chinese),:
[12] Hangzhou Hangyang Co. Ltd., 2013. Semi-annual report of 2013. , Available from
http://www.hangyang.com/,(in Chinese),:
[13] Katti, R.S., Jacobsen, R.T., Stewart, R.B., 1986. Thermodynamic properties for neon for temperatures from the triple point to 700 K at pressures to 700 MPa. Advances in Cryogenic Engineering, 31:1189-1197.
[14] Li, F.G., Ma, T.L., 2009. Analyzes of technical characteristics of air separation unit for coal-to-olefins project. Refining and Chemical Industry, (in Chinese),20:32-34.
[15] Li, Z., 2013. Thermodynamic Performance Potential of IGCC. (in Chinese), PhD Thesis, University of Chinese Academy of Sciences,Beijing, China :
[16] Lin, X.N., Xia, H.L., Lu, J., 2009. Development and design of a molecular sieve adsorber for 60000 m3/h air separation unit. Cryogenic Technology, (in Chinese),3:37-39.
[17] Liu, X.M., 2013. General descriptions of development and technical innovation of global industrial gas industry. Cryogenic Technology, (in Chinese),3:26-32.
[18] Liu, Y.J., Zhu, Y.C., 2007. The inner compressing process is optimal to large-scale air separate equipment localized at present. Application Technology, (in Chinese),:85-89.
[19] Lu, L.W., Li, B.H., 2011. Analysis of the relationship between air separation equipment and steel industry. Science & Technology in Hangyang, (in Chinese),4:13-18.
[20] Mao, S.R., Zhou, Z.Y., 2005. Situation and progress of large air separation unit of Hangyang. Cryogenic Technology, (in Chinese),3:3-9.
[21] Mao, S.R., Zhu, S.Y., Zhou, Z.Y., 2005. Technology and Operational Principal of Modern Air Separation Equipment. (in Chinese), Hangzhou Press,Hangzhou, China :
[22] Mao, S.R., Zhu, S.Y., Zhou, Z.Y., 2005. Technology and Operation Principles of Modern Air Separation Plants. (in Chinese), Hangzhou Publishing House,Hangzhou, China :
[23] Mao, S.R., Zhu, S.Y., Zhou, Z.Y., 2012. Accelerating independent development and realizing nationalization of 80000–120000 m3/h grade large-sized air separation plant. Cryogenic Technology, (in Chinese),7:1-5.
[24] Mao, Y.P., 1999. Typical structure of condenser-evaporator in large-scale air separation unit. Cryogenic Technology, (in Chinese),6:12-15.
[25] Qian, B.Z., 2011. China’s first cold energy air separation plant put into use. Natural Gas and Oil, (in Chinese),29(1):41-41.
[26] Qiu, Z.Q., Tan, H.X., Cai, S.M., 2006. The research of ASU products output balance and supply ways in metallurgy industry. China Gas, (in Chinese),:48-51.
[27] Schmidt, R., Wagner, W., 1985. A new form of the equation of state for pure substances and its applications to oxygen. Fluid Phase Equilibria, 19(3):175-200.
[28] Span, R., Lemmon, E.W., Jacobsen, R.T., 2000. A reference equation of state for the thermodynamic properties of nitrogen for temperatures from 63.151 to 1000 K and pressures to 2200 MPa. Journal of Physical Chemical Reference Data, 29(6):1361-1433.
[29] Tegeler, C., Span, R., Wagner, W., 1999. A new equation of state for argon covering the fluid region for temperatures from the melting line to 700 K at pressures up to 1000 MPa. Journal of Physical and Chemical Reference Data, 28(3):779-850.
[30] Wang, A.L., Wang, L.L., Qu, Y.G., 2007. Analysis and development on air separation technology. Science & Technology in Chemical Industry, (in Chinese),15(6):73-77.
[31] Wang, D.W., 2009. Research and development of 4 sets of 60000 m3/h air separation units with internal compression process at Shenhua (Baotou). Cryogenic Technology, (in Chinese),3:21-24.
[32] Wang, J.H., 2009. Development of plate-fin heat exchanger at Hangyang. General Machinery, (in Chinese),12:22-25.
[33] Wu, Q.X., 1998. Introduction of New Technologies of ASU of Companies in Germany, USA and France. Cryogenic Technology, (in Chinese),5:5-8.
[40] Xia, H.L., Lin, X.N., Li, J.F., 2013. Research and application of large-sized radial flow molecular sieve adsorber. Cryogenic Technology, (in Chinese),2:18-22.
[41] Yang, X.L., Ma, J.C., 2010. Development of rectification tower of large-sized air separation plant. Cryogenic Technology, (in Chinese),51:1-3.
[42] Yang, Y.Y., Deng, W., 2005. Joint development of steel and gas. , Fifteenth Gas Industry Development Seminar, Hangzhou, :
[43] Yang, Y.Y., Deng, W., 2012. Further discuss on joint development of steel and gas. , Available from
http://www.kongfen.cc,(in Chinese),:
[44] Yao, L., Qiu, L.M., Zhou, Z.Y., 2010. Cryogenic air separation industry in China: past, present and future. , Proceedings of International Cryogenic Engineering Conference-23, Poland, :
[45] Ye, C.Q., 2012. Technological reports on the compressor unit for large-scale air separation, (in Chinese), Xian Shaangu Power Co. Ltd,:
[46] Yu, Q., Huang, Y., 2013. Research on critical thermodynamic properties of air-product fluids. Chinese Journal of Low Temperature Physics, (in Chinese),35(1):61-68.
[47] Zhang, X.B., Yao, L., Qiu, L.M., 2013. Three-dimensional computational fluid dynamics modeling of two-phase flow in a structured packing column. Chinese Journal of Chemical Engineering, 21(9):959-966.
[48] Zhou, Z.Y., Han, Y.S., 2009. Development status of modern coal-chemical industry type air separation unit. Cryogenic Technology, (in Chinese),3:47-51.
Open peer comments: Debate/Discuss/Question/Opinion






Open peer comments: Debate/Discuss/Question/Opinion
<1>